ອ່ານ:20 ຜູ້ຂຽນ:Site Editor ເຜີຍແຜ່ເວລາ: 2024-06-21 ຕົ້ນກໍາເນີດ:ເວັບໄຊທ໌

ການຕັດແມ່ນຂະບວນການຕັດແຜ່ນເປັນເສັ້ນດ່າງ, ຫຼືຕັນກ່ອນທີ່ຈະຜະລິດມ້ວນ.

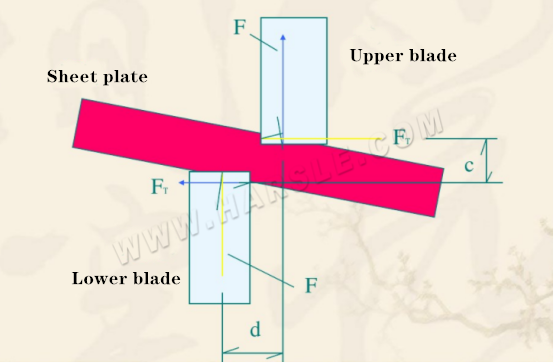
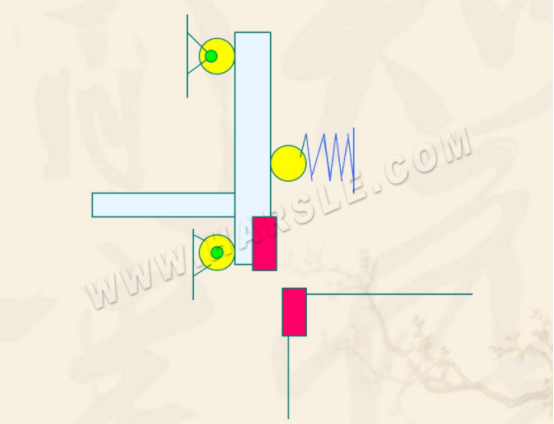
ແຜນວາດ Schematic ຂອງຂະບວນການຕັດ
1 - ແຜ່ນໃບເທິງ; 2—ແຜ່ນ; 3 - ແຜ່ນໃບຕ່ໍາ
● ເມື່ອຕັດຕັດແລ້ວ, ມີດຕັດຖືກສ້ອມແຊມ, ມີດຕັດເທິງເລື່ອນລົງລຸ່ມ, ແລະ ເມື່ອການຕັດເລີ່ມຕົ້ນ, ມີດຕັດມີດຕັດເທິງກົດແຜ່ນ, ແລະ ຄູ່ຂອງແຮງຕັດ F ແລະແຮງບິດທີ່ສອດຄ້ອງກັນ Fd ບັງຄັບ. ແຜ່ນ sheared ເພື່ອ rotate, ແຕ່ຈະຂຶ້ນກັບຂະບວນການຫມຸນ. ດ້ານຂ້າງຂອງມີດຕັດຕັນຄູ່ຂອງຂ້າງ thrusts FT ແລະປັດຈຸບັນທີ່ສອດຄ້ອງກັນ FTc ໃນຍົນອື່ນໆຂອງມີດຕັດ. ທິດທາງປ້ອງກັນການຫມຸນ ຂອງແຜ່ນ. ໃນເວລາທີ່ shear ເລີ່ມຕົ້ນ, ມຸມຂອງແຜ່ນເພີ່ມຂຶ້ນດ້ວຍການເພີ່ມຄວາມເລິກຂອງ indentation. ແລະແຮງບິດ FTc ຍັງເພີ່ມຂຶ້ນ, ດັ່ງນັ້ນການຕັດແຂບໄດ້ຖືກກົດດັນໃຫ້ມີຄວາມເລິກທີ່ແນ່ນອນແລະມີ Fd = FTc, ຫຼັງຈາກນັ້ນການຕັດ. ວັດສະດຸຈະບໍ່ rotate ຈົນກ່ວາມັນໄດ້ຖືກ sheared ພາຍໃຕ້ຜົນບັງຄັບໃຊ້ shear.
● ອຸປະກອນປະເພດນີ້ສໍາລັບການຕັດແຜ່ນແມ່ນເອີ້ນວ່າເຄື່ອງຕັດ.

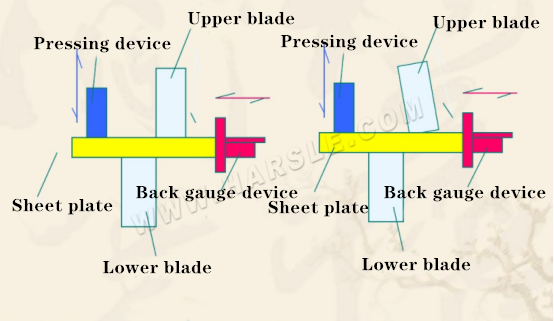
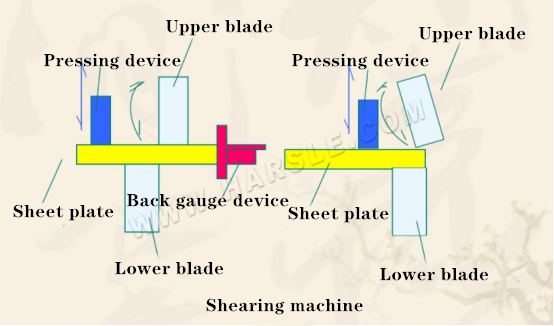
ເຄື່ອງຕັດຜົມທົ່ວໄປໂດຍທົ່ວໄປປະກອບດ້ວຍ fuselage, ລະບົບສາຍສົ່ງ, ຜູ້ຖືເຄື່ອງມື, presser, ຕັນຫນ້າ, ຕັນຫລັງ, ອຸປະກອນການໃຫ້ອາຫານ, ອຸປະກອນການປັບຊ່ອງຫວ່າງແຜ່ນໃບຄ້າຍຄື, ອຸປະກອນສາຍແສງສະຫວ່າງ, ອຸປະກອນ lubrication, ການຄວບຄຸມໄຟຟ້າ. ອຸປະກອນ, ແລະອື່ນໆ. ອົງປະກອບຕົ້ນຕໍຂອງການທີ່ມີໂຄງສ້າງດັ່ງຕໍ່ໄປນີ້.

a) ເຄື່ອງຕັດ Guillotine b) ເຄື່ອງຕັດ tilting ໄປຂ້າງຫນ້າ c) d) ເຄື່ອງຕັດ swing
1-ແຜ່ນໂລຫະ 2-ເຄື່ອງກົດດັນ 3-ແຜ່ນໃບເທິງ 4-ອຸປະກອນວັດແທກຫຼັງ 5-ແຜ່ນໃບຕ່ຳ.
fuselage ໂດຍທົ່ວໄປແມ່ນປະກອບດ້ວຍຖັນຊ້າຍແລະຂວາ, ຕາຕະລາງເຮັດວຽກ, beams ແລະອື່ນໆ.
fuselage ໄດ້ແບ່ງອອກເປັນໂຄງສ້າງປະສົມປະສານການຫລໍ່ແລະໂຄງສ້າງການເຊື່ອມໂລຫະໂດຍລວມ.
fuselage ໂຄງສ້າງປະກອບ Casting ສ່ວນຫຼາຍແມ່ນໃຊ້ການຫລໍ່, ແລະອົງປະກອບແມ່ນເຊື່ອມຕໍ່ກັນດ້ວຍ studs ແລະ pins.
ໂຄງປະກອບການຂອງ fuselage ນີ້ແມ່ນຫນັກ, rigidity ແມ່ນບໍ່ດີ, ແລະເຄື່ອງກົນຈັກຂອງຫນ້າດິນຮ່ວມກັນແມ່ນຂະຫນາດໃຫຍ່.
ເມື່ອປຽບທຽບກັບໂຄງສ້າງການຫລໍ່, ໂຄງສ້າງການເຊື່ອມໂລຫະໂດຍລວມມີຄວາມໄດ້ປຽບຂອງຄຸນນະພາບຂອງຮ່າງກາຍທີ່ອ່ອນກວ່າ, ຄວາມແຂງແກ່ນທີ່ດີແລະການປຸງແຕ່ງງ່າຍ.
ໃນປັດຈຸບັນ, fuselage ທີ່ມີໂຄງສ້າງເຊື່ອມແຜ່ນເຫຼັກປະສົມປະສານແມ່ນເພີ່ມຂຶ້ນ.
⑴ຄວາມຫນາ, ຄຸນສົມບັດຂອງອຸປະກອນການແລະຮູບຮ່າງຂອງແຜ່ນ shear ຄວນໄດ້ຮັບການປະສານງານກັບວິທີການ shearing ແລະອຸປະກອນ shearing, ແລະມັນບໍ່ຕ້ອງໄດ້ຖືກລະເມີດ.
⑵ ກ່ອນທີ່ຈະຕັດ, ປັບຊ່ອງຫວ່າງຂອງແຜ່ນໃບຄ້າຍຄືຕາມຄວາມຫນາຂອງແຜ່ນແລະກວດເບິ່ງວ່າແຂບຕັດແມ່ນແຫຼມ.
⑶ປັບອຸປະກອນຕັນອຸປະກອນການຕາມຂະຫນາດຂອງແຜ່ນ shearing ໄດ້. ຫຼັງຈາກການທົດສອບໄດ້ຖືກຜ່ານ, tighten screws ແລະກວດສອບແລະປັບໃຫ້ເຂົາເຈົ້າໃນການຜະລິດ batch.
⑷ກ່ອນທີ່ຈະນໍາໃຊ້ເຄື່ອງຕັດ, ໃຫ້ກວດເບິ່ງ clutch, ຫ້າມລໍ້ແລະອຸປະກອນຄວາມປອດໄພຂອງເຄື່ອງແມ່ນປົກກະຕິ.
⑸ໃນກໍລະນີຂອງການດໍາເນີນງານຫຼາຍຄົນ, ມັນຈໍາເປັນຕ້ອງໄດ້ປະສານງານແລະປະຕິບັດຕາມຂັ້ນຕອນການປະຕິບັດທີ່ປອດໄພ.
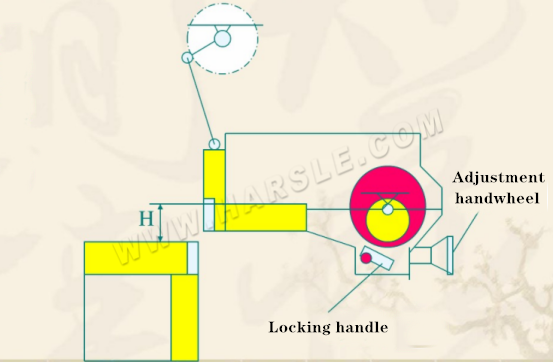
ຫຼັງຈາກການຕັດ, ເຄື່ອງຕັດຄວນຮັບປະກັນຄວາມຊື່ແລະຂະຫນານຂອງຫນ້າດິນຂອງແຜ່ນ sheared, ແລະຫຼຸດຜ່ອນການບິດເບືອນຂອງແຜ່ນເພື່ອທົດແທນ workpiece ໄດ້. ແຜ່ນໃບເທິງຂອງເຄື່ອງຕັດແມ່ນຖືກສ້ອມແຊມໃສ່ຕົວຍຶດເຄື່ອງມື, ແລະແຜ່ນໃບຕ່ໍາຖືກສ້ອມແຊມຢູ່ເທິງໂຕະເຮັດວຽກ. ບານຮອງຮັບແມ່ນຕິດຢູ່ເທິງບ່ອນເຮັດວຽກເພື່ອບໍ່ໃຫ້ແຜ່ນເປັນຮອຍຂີດຂ່ວນເມື່ອມັນເລື່ອນໄປມາ. ເຄື່ອງວັດແທກດ້ານຫລັງແມ່ນໃຊ້ສໍາລັບການວາງຕໍາແຫນ່ງແຜ່ນແລະຕໍາແຫນ່ງຖືກປັບໂດຍມໍເຕີ. ກະບອກສູບກົດຖືກນໍາໃຊ້ເພື່ອບີບອັດແຜ່ນເພື່ອປ້ອງກັນບໍ່ໃຫ້ແຜ່ນເຄື່ອນທີ່ໃນລະຫວ່າງການຕັດ. Guardrail ແມ່ນອຸປະກອນຄວາມປອດໄພເພື່ອປ້ອງກັນອຸປະຕິເຫດ. ການເດີນທາງກັບຄືນໂດຍທົ່ວໄປແມ່ນອີງໃສ່ໄນໂຕຣເຈນ, ເຊິ່ງໄວແລະມີຜົນກະທົບເລັກນ້ອຍ.
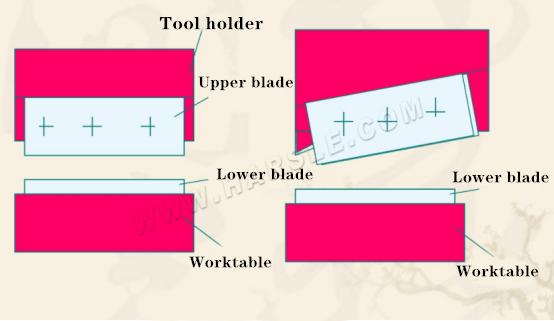
ແຜ່ນໃບແປຖືກຕັດ, ແລະແຜ່ນແມ່ນຕິດຕໍ່ກັບຄວາມຍາວທັງຫມົດຂອງຂອບຕັດເທິງແລະຕ່ໍາ. ຜົນບັງຄັບໃຊ້ການຕັດແມ່ນຂະຫນາດໃຫຍ່, ການບໍລິໂພກພະລັງງານແມ່ນຂະຫນາດໃຫຍ່, ການສັ່ນສະເທືອນແມ່ນຂະຫນາດໃຫຍ່, ແຕ່ຄຸນນະພາບການຕັດແມ່ນດີ, ຊື່ແລະບໍ່ມີການບິດເບືອນ. ການຕັດແຜ່ນໃບແປແມ່ນສ່ວນຫຼາຍແມ່ນໃຊ້ສໍາລັບເຄື່ອງຕັດຂະຫນາດນ້ອຍແລະການຕັດແຜ່ນບາງໆ, ແລະມີການສົ່ງຜ່ານກົນຈັກຫຼາຍ.
ການຕັດຂອບສະຫຼຽງແມ່ນມີຄວາມຄືບໜ້າ, ຂະໜາດຂອງການຕັດໃນທັນທີແມ່ນນ້ອຍກວ່າຄວາມກວ້າງຂອງແຜ່ນ, ແລະຂອບຕັດເທິງ ແລະລຸ່ມແມ່ນມຸມຕັດ (0.5-4°). ບາງເຄື່ອງຈັກ shearing ໄຮໂດຼລິກແມ່ນສາມາດປັບໄດ້, ເຊິ່ງກ່ຽວຂ້ອງກັບຜົນບັງຄັບໃຊ້ shearing ແລະ shear stroke. ຄຸນນະພາບບໍ່ດີເທົ່າກັບການຕັດແຜ່ນໃບແປ, ມີການບິດເບືອນ, ແຕ່ຜົນບັງຄັບໃຊ້ shear ມີຂະຫນາດນ້ອຍ, ແລະມັນຖືກນໍາໃຊ້ໃນເຄື່ອງຕັດຂະຫນາດໃຫຍ່ແລະຂະຫນາດກາງ.
ເຄື່ອງຕັດແບ່ງອອກເປັນສອງປະເພດຕາມຮູບແບບການເຄື່ອນໄຫວຂອງຜູ້ຖືເຄື່ອງມື: ເສັ້ນແລະ oscillating. ແຜ່ນໃບຄ້າຍຄືຮູບສີ່ຫລ່ຽມ, ສີ່ດ້ານ, ທົນທານ, ແລະການຕັດແຂບຕ້ອງຖືກປັບ.
ຄູ່ມືການມ້ວນສາມຈຸດ
ຜູ້ຖືເຄື່ອງມືຂອງເຄື່ອງຕັດ pendulum swing ປະມານຈຸດຫນຶ່ງ, ຄວາມຫຍາບຂອງພາກສ່ວນແມ່ນຂະຫນາດນ້ອຍ, ຄວາມຖືກຕ້ອງຂອງມິຕິລະດັບແມ່ນສູງ, slit ແມ່ນ perpendicular ກັບຍົນຂອງແຜ່ນໄດ້, ແລະຜູ້ຖືເຄື່ອງມືແມ່ນອົງປະກອບປະເພດກ່ອງ:
ຕົວແບບ: QC11K-6*2500
●QC11K Hydraulic Shearing Machine:
ເຄື່ອງຕັດແມ່ນແບ່ງອອກເປັນປະເພດເສັ້ນແລະປະເພດ swing ຕາມຮູບແບບການເຄື່ອນໄຫວຂອງຜູ້ຖືເຄື່ອງມື. ໂຄງສ້າງເສັ້ນແມ່ນຂ້ອນຂ້າງງ່າຍດາຍ (ຄ້າຍຄືປະຕູຮົ້ວ, ສະນັ້ນມັນຍັງເອີ້ນວ່າປະເພດປະຕູຮົ້ວ). ມັນເປັນການງ່າຍທີ່ຈະຜະລິດ, ສ່ວນແຜ່ນໃບແມ່ນຮູບສີ່ຫລ່ຽມ, ແລະສີ່ດ້ານສາມາດຖືກນໍາໃຊ້ເປັນແຜ່ນໃບ, ສະນັ້ນມັນທົນທານກວ່າ. ຜູ້ຖືເຄື່ອງມືຂອງເຄື່ອງຕັດ swing oscillates ປະມານຈຸດຄົງທີ່ໃນລະຫວ່າງການ shearing. ປະໂຫຍດແມ່ນວ່າ friction ແລະ ການສວມໃສ່ລະຫວ່າງແຄມຕັດເທິງແລະລຸ່ມແມ່ນຂະຫນາດນ້ອຍ, ການຜິດປົກກະຕິຂອງແຜ່ນໃບມີຂະຫນາດນ້ອຍ, ແລະຄວາມແມ່ນຍໍາຂອງການຕັດແມ່ນສູງ.
| ຕົວແບບ | ຕັດ ຄວາມຫນາ (ມມ) | ເປັນຕາຢ້ານ ກວ້າງ (ມມ) | ເສັ້ນເລືອດຕັນໃນ ເວລາ (ຕັດ/ນາທີ) | ເຄື່ອງວັດແທກຫຼັງ ດັງ (ມມ) | ຕັດ ນັກລອຍນໍ້າ(°) | ຫຼັກ ພະລັງງານ (KW) | ໂດຍລວມ Dimensions (L×W×H)(ມມ |
| 6×2500 | 6 | 2500 | 16–35 | 20~600 | 30'~1°30 | 7.5 | 3200×1500×2100 |
| 6×3200 | 6 | 3200 | 14–35 | 20~600 | 30'~1°30 | 7.5 | 3900×1580×2150 |
| 6×4000 | 6 | 4000 | 10~30 | 20~600 | 30'~1°30 | 7.5 | 4700×1650×2250 |
| 6×5000 | 6 | 5000 | 10~30 | 20~800 | 30'~1°30 | 11 | 5700×1800×2380 |
| 6×6000 | 6 | 6000 | 8~25 | 20~800 | 30'~1°30 | 11 | 6700×2000×2650 |
| 8×2500 | 8 | 2500 | 14~30 | 20~600 | 30'~2° | 11 | 3200×1550×2150 |
| 8×3200 | 8 | 320 | 12~30 | 20~600 | 30'~2° | 11 | 3950×1750×2350 |
| 8×4000 | 8 | 4000 | 10~25 | 20~600 | 30'~2° | 11 | 4700×1800×2480 |
| 8×5000 | 8 | 5000 | 10~25 | 20~800 | 30'~2° | 15 | 5700×1950×2600 |
| 8×6000 | 8 | 6000 | 8~20 | 20~800 | 30'~2° | 15 | 6700×1980×2650 |
| 12×2500 | 12 | 2500 | 12-25 | 20~800 | 30'~2° | 15 | 3250×1680×2250 |
| 12×3200 | 12 | 320 | 12~25 | 20~800 | 30'~2° | 15 | 3980×1800×2550 |
| 12×4000 | 12 | 4000 | 8~20 | 20~800 | 30'~2° | 15 | 4800×1950×2650 |
| 12×5000 | 12 | 5000 | 8~20 | 20~1000 | 30'~2° | 22 | 5800×2150×2700 |
| 12×6000 | 12 | 6000 | 6~20 | 20~1000 | 30'~2° | 30 | 6800×2450×2900 |
| 16×2500 | 16 | 2500 | 12~20 | 20-800 | 30'~1°30° | 22 | 3280×1830×2520 |
| 16×3200 | 16 | 3200 | 12~20 | 20~800 | 30'~1°30° | 22 | 3950×1950×2650 |
| 16×4000 | 16 | 4000 | 8~15 | 20~800 | 30'~1°30° | 22 | 4800×1970×2700 |
| 16×5000 | 16 | 5000 | 8~15 | 20~1000 | 30'~1°30° | 30 | 5800×2250×2870 |
| 16×600 | 16 | 6000 | 6~15 | 20~1000 | 30'~1°30° | 37 | 6800×2450×3150 |
| 20×2500 | 20 | 2500 | 10~20 | 20~800 | 30'~3° | 30 | 3400×2260×2520 |
| 20×3200 | 20 | 3200 | 10~20 | 20~800 | 30'~3° | 30 | 4100×2300×2700 |
| 20×4000 | 20 | 4000 | 8~15 | 20~800 | 30'~3° | 30 | 4900×2500×2880 |
| 20×5000 | 20 | 5000 | 8~15 | 20~1000 | 30'~3° | 37 | 5900×2750×2980 |
| 20×6000 | 20 | 6000 | 6~15 | 20~1000 | 30'~3° | 37 | 6900×2850×3200 |
| 25×2500 | 25 | 2500 | 8~15 | 20~800 | 30'~3° | 37 | 3420×2400×2650 |
| 25×3200 | 25 | 3200 | 8~15 | 20~800 | 30'~1°30° | 37 | 4150×2500×2750 |
| 25×4000 | 25 | 4000 | 6~12 | 20~100 | 30'~1°30° | 37 | 4900×2600×2950 |
| 30×2500 | 30 | 2500 | 8~12 | 20~1000 | 30'~1°30° | 55 | 3450×2600×2750 |
| 30×3200 | 30 | 3200 | 8~12 | 20~1000 | 30'~4° | 55 | 4150×2700×2850 |
| 30×4000 | 30 | 4000 | 8~12 | 20~1000 | 30'~4° | 55 | 4900×2900×3100 |
| 40×2500 | 40 | 2500 | 4~10 | 20~1000 | 30'~4° | 55 | 4000×2950×3150 |
| 40×3200 | 40 | 3200 | 4~10 | 20~1000 | 30'~4° | 55 | 4900×3050×3680 |
●ຕາຕະລາງປະຕິບັດການປ່ຽງ solenoid ແລະຂໍ້ກໍານົດດ້ານວິຊາການ

ຄວາມຕ້ອງການທັກສະ
●ຄວາມກົດດັນການເຮັດວຽກສູງສຸດຂອງລະບົບໄຮໂດຼລິກແມ່ນ 18Pa, ແລະຄວາມກົດດັນຂອງປ່ຽງການບັນເທົາທຸກ (4) ຖືກປັບເປັນ 18MPa.
●ເຄື່ອງສະສົມ (17) ເຕັມໄປດ້ວຍຄວາມກົດດັນຂອງໄນໂຕຣເຈນ 3-5 MPa, ແລະປ່ຽງບານ (14, ເຄື່ອງວັດແທກຄວາມກົດດັນ 16) ມີຄວາມກົດດັນນ້ໍາມັນ 8-14 MPa (ປັບຕາມສະຖານະການກັບຄືນຂອງເຄື່ອງມື).
●ລະດັບອຸນຫະພູມຂອງນ້ໍາມັນທີ່ເຮັດວຽກປົກກະຕິຂອງລະບົບແມ່ນ 10-60 ອົງສາ.
● ລະບົບໄຮໂດຼລິກໃຊ້ນ້ໍາມັນໄຮໂດຼລິກຂະຫນາດກາງ L-HM46 ຕ້ານການສວມໃສ່.
● ຄວາມຕ້ອງການຄວາມສະອາດລະບົບໄຮໂດຼລິກ NAS11
●ຕົວແບບຂອງຊິ້ນສ່ວນໄຮໂດລິກ

●ລະບົບໄຮໂດຼລິກເຄື່ອງຕັດ

●ປໍ້ານໍ້າມັນເລີ່ມ ແລະຕື່ມນໍ້າມັນ
ທໍາອິດ, ປິດປ່ຽງບານປ່ອງ 11 ແລະພວນປ່ຽງການບັນເທົາທຸກຕົ້ນຕໍ 4 counterclockwise ເພື່ອເລີ່ມຕົ້ນການ motor pump ນ້ໍາມັນ, ປ່ຽງ solenoid ຄູ່ມື YV11 valve core, ປັບປ່ຽງການບັນເທົາທຸກຕົ້ນຕໍ 4 handwheel ຕາມເຂັມໂມງ, ແລະສັງເກດເບິ່ງຕົ້ນຕໍ. ມູນຄ່າເຄື່ອງວັດແທກຄວາມກົດດັນ, ຄວາມກົດດັນຈະຖືກລັອກຫຼັງຈາກຖືກປັບກັບຄວາມກົດດັນທີ່ກໍານົດໂດຍລະບົບຢູ່ທີ່ 17 MPa. ຈາກນັ້ນເປີດສະວິດ 'ເຕີມນ້ຳມັນ' ໃນແຜງປະຕິບັດການໄປຫາຕຳແໜ່ງ 'ເປີດ', ປ່ຽງ solenoid YV1, YV2, ແລະ YV4 ມີພະລັງງານ, ເຄື່ອງຕັດແມ່ນເຕັມໄປດ້ວຍນ້ໍາມັນ, ຜູ້ຖືເຄື່ອງມືລົງໄປຫາຈຸດຕ່ໍາສຸດ, ແລະປ່ຽງບານ 14 ຖືກເປີດສໍາລັບການຕື່ມນ້ໍາມັນ. ໃນລະຫວ່າງຂະບວນການ, ສັງເກດເຫັນວ່າຄ່າຄວາມກົດດັນໃນສະສົມ ເຄື່ອງວັດແທກຄວາມດັນ 16 ເພີ່ມຂຶ້ນເຖິງ 8 ຫາ 14 MPa (ຂຶ້ນກັບຄວາມໄວກັບຄືນຂອງຜູ້ຖືເຄື່ອງມື), ປິດວາວບານ 14, ແລະຫຼັງຈາກນັ້ນປ່ຽນສະຫຼັບ 'ເຕີມນໍ້າມັນ' ໄປຕໍາແຫນ່ງ 'ປິດ'. ສະຫຼັບ pedal ຕ່ໍາ 'up' ວົງເລັບເທິງແມ່ນຍົກຂຶ້ນ ຕໍາແຫນ່ງສູນຕາຍດ້ານເທິງ, ວຽກງານການຕື່ມນ້ໍາມັນແມ່ນສໍາເລັດ, ປ່ຽງບານທໍ່ຄວາມກົດດັນ 11 ຖືກເປີດ, ແລະເຄື່ອງສາມາດເຂົ້າສູ່ການດໍາເນີນງານປົກກະຕິ.
●ຢຸດ
ເມື່ອປ່ຽງ solenoid YV11 ຖືກ de-energized, ນ້ໍາມັນໄຮໂດຼລິກແມ່ນມາຈາກປໍ້ານໍ້າມັນ → ປ່ຽງລົ້ນ → ກັບຄືນໄປຫາຖັງນໍ້າມັນ. ໃນຈຸດນີ້, ຜູ້ຖືເຄື່ອງມືບໍ່ເຮັດວຽກ.
ເມື່ອສະຫຼັບຕີນແມ່ນ 'ລົງ', ປ່ຽງ solenoid YV1 ແມ່ນ energized, ແລະນ້ໍາມັນໄຮໂດຼລິກແມ່ນຫັນກັບຄືນໄປບ່ອນ tank ຜ່ານປ່ຽງ solenoid; ປັ໊ມນ້ໍາມັນຖືກປ່ອຍຜ່ານປ່ຽງ 10, 12 ເຂົ້າໄປໃນຫ້ອງເທິງຂອງກະບອກສູບ. 18, ແລະນ້ໍາມັນຢູ່ໃນຫ້ອງຕ່ໍາຂອງກະບອກສູບ 18 ເຂົ້າໄປໃນກະບອກສູບ. ຢູ່ໃນຫ້ອງເທິງ 19, ຫ້ອງຕ່ໍາຂອງກະບອກສູບ 19 ເຂົ້າໄປໃນ accumulator 17 ເພື່ອສ້າງເປັນ passage ນ້ໍາຊຸດ; ນ້ ຳ ມັນອື່ນໆເຂົ້າໄປໃນກະບອກຄວາມກົດດັນ 7 ຜ່ານວາວບານ 11. ໃນເວລານີ້, ກະບອກສູບກົດເລື່ອນລົງລຸ່ມເພື່ອກົດ workpiece. ເມື່ອຄວາມກົດດັນເພີ່ມຂຶ້ນ, ຮ່າງກາຍຜູ້ຖືເຄື່ອງມືເອົາຊະນະແຮງສະຫນັບສະຫນູນຂອງຫ້ອງຕ່ໍາຂອງກະບອກສູບ 19 ແລະຍ້າຍລົງໄປ. ສູນກາງຕາຍທາງລຸ່ມ. ການຕັດໄຟຟ້າ YV1 ແລະ YV2 ສິ້ນສຸດລົງ. ຄວາມກົດດັນການເຮັດວຽກຂອງສາຍນ້ໍາມັນຖືກຄວບຄຸມໂດຍປ່ຽງການບັນເທົາທຸກ 4, ແລະຄ່າຄວາມກົດດັນແມ່ນອ່ານຈາກເຄື່ອງວັດແທກຄວາມດັນ 9. ເມື່ອກ້າວໃສ່ສະຫຼັບຕີນ 'ຂຶ້ນ', ນໍ້າມັນປໍ້ານໍ້າມັນ. ຖືກສົ່ງກັບຄືນໄປຫາຖັງນ້ໍາມັນໂດຍຜ່ານປ່ຽງ overflow 4, ໃນເວລານີ້ YV3 ຖືກພະລັງງານ, ຜູ້ຖືເຄື່ອງມືຖືກສົ່ງຄືນພາຍໃຕ້ການປະຕິບັດຂອງເຄື່ອງສະສົມ, ແລະກະບອກສູບຄວາມກົດດັນແມ່ນຢູ່ພາຍໃຕ້ການປະຕິບັດຂອງພາກຮຽນ spring, ບ່ອນທີ່ນ້ໍາມັນຜ່ານ. ຜ່ານປ່ຽງ 6. ປ່ຽງ 10 ຖືກສົ່ງກັບຄືນໄປຫາຖັງນໍ້າມັນເຊື້ອໄຟ, ແລະຕົວຍຶດເຄື່ອງມືຖືກຍົກຂຶ້ນໄປຫາສູນຕາຍດ້ານເທິງເພື່ອເຮັດສໍາເລັດຂະບວນການຕັດທັງຫມົດ.
ເມື່ອເຮັດຄວາມສະອາດລະບົບໄຮໂດຼລິກ, ເພື່ອປ້ອງກັນການສີດນ້ໍາມັນ! ປ່ຽງບານຕ່ໍາ 14 ທໍາອິດຄວນໄດ້ຮັບການເປີດແລະປ່ອຍອອກມາເພື່ອເຮັດໃຫ້ຜູ້ຖືເຄື່ອງມືຫຼຸດລົງແລະຫຼັງຈາກນັ້ນກວດກາ. ຫຼັງຈາກການ overhaul ໄດ້ສໍາເລັດ, ປະຕິບັດຕາມຂ້າງເທິງນີ້ ຄໍາແນະນໍາສໍາລັບ 'ການເລີ່ມຕົ້ນປໍ້ານໍ້າມັນ ແລະ ການຕື່ມນໍ້າມັນ'.
● ສຽງປໍ້ານໍ້າມັນ
ປັ໊ມນ້ໍາມັນມີຄວາມຕ້ານທານການດູດຊຶມນ້ໍາມັນຂະຫນາດໃຫຍ່. ກວດເບິ່ງພອດດູດ, ການກັ່ນຕອງ, ແລະເອົາສິ່ງອຸດຕັນອອກ.
ລະດັບນ້ໍາມັນຕ່ໍາ. ຕື່ມໃສ່ຖັງທີ່ມີເສັ້ນສູນກາງປ່ອງຢ້ຽມນ້ໍາມັນ.
ຄວາມຫນືດຂອງນ້ໍາມັນມີຂະຫນາດໃຫຍ່. ປ່ຽນນ້ໍາໄຮໂດຼລິກ.
ອຸນຫະພູມນ້ໍາມັນຕ່ໍາເກີນໄປ. ເລີ່ມປໍ້ານໍ້າມັນຄ້າງໄວ້ໄລຍະໜຶ່ງເພື່ອໃຫ້ຄວາມຮ້ອນຂຶ້ນ ຫຼື ຕິດຕັ້ງເຄື່ອງເຮັດຄວາມຮ້ອນ
● ຄວາມໄວຕັດຊ້າເກີນໄປ
ປໍ້ານໍ້າມັນມີນໍ້າມັນບໍ່ພຽງພໍ. ການກວດກາປໍ້ານໍ້າມັນ
ການຮົ່ວໄຫຼໃນລະບົບ. ກວດເບິ່ງປັ໊ມ, ປ່ຽງ, ກະບອກສູບ, ແລະອື່ນໆ, ຫນຶ່ງຄັ້ງ
ເຄື່ອງຄວບຄຸມຄວາມກົດດັນແມ່ນບໍ່ມີຄໍາສັ່ງ. ປ່ຽງບໍລິການ.
ຄວາມກົດດັນບໍ່ພຽງພໍ. ປັບຄວາມກົດດັນເປັນ 18MPa.
● cylinder overtravel motion
ການເດີນທາງບໍ່ຖືກຕ້ອງ. ຕັນກວດກາແລະສະຫຼັບການເດີນທາງ
● ອຸນຫະພູມນ້ຳມັນສູງເກີນໄປ
ປໍ້ານໍ້າມັນຮົ່ວຫຼາຍ. ສ້ອມແປງປໍ້ານໍ້າມັນ.
ເສັ້ນກັບຄືນຂອງປັ໊ມຖືກບລັອກຫຼືບໍ່ລຽບ. ສ້ອມແປງສາຍສົ່ງຄືນ.
ນ້ໍາມັນເປື້ອນ. ປ່ຽນຫຼືປັບປຸງຄວາມສະອາດຂອງນ້ໍາມັນ.
●ການຕັດບໍ່ພຽງພໍ
ປໍ້ານໍ້າມັນບໍ່ສາມາດສ້າງຄວາມກົດດັນໄດ້. ສ້ອມແປງປໍ້ານໍ້າມັນ.
ລະບົບ ແລະປ່ຽງຮົ່ວ ຫຼືເຮັດວຽກຜິດປົກກະຕິ. ປັບປຸງປ່ຽງແລະນໍ້າມັນຮົ່ວ.
ປ່ຽງ solenoid YVI ບໍ່ສາມາດປິດໄດ້. ກວດເບິ່ງສັນຍານວົງຈອນ ຫຼືວ່າສະປູນຕິດຢູ່.
● ວົງຈອນນໍ້າມັນບໍ່ສາມາດສ້າງຄວາມກົດດັນໄດ້, ແລະຕົວຍຶດເຄື່ອງມືດ້ານເທິງບໍ່ເຄື່ອນ.
ການຕິດຕໍ່ທີ່ບໍ່ດີຂອງປລັກໄຟຟ້າ solenoid valve. ກວດເບິ່ງປລັກສຽບ.
solenoid valve spool ແມ່ນ stuck ຫຼືດຶງ. ຖອດປ່ຽງແກນປ່ຽງ.
ບໍ່ມີສິ່ງເສດເຫຼືອຢູ່ໃນປະທັບຕາປລັກປ່ຽງປ່ຽງ. ທໍາຄວາມສະອາດ.
ຮູ throttle ໃນປ່ຽງໄດ້ຖືກສະກັດ. Disassemble ທໍາຄວາມສະອາດ.
● ການກັບຄືນຜູ້ຖືເຄື່ອງມືແມ່ນຊ້າເກີນໄປ
ປ່ຽງ solenoid ບໍ່ປ່ຽນແປງ. ສ້ອມແປງປ່ຽງ solenoid.
ເຄື່ອງສະສົມມີຄວາມກົດດັນໄນໂຕຣເຈນບໍ່ພຽງພໍ. ຄວາມກົດດັນໄນໂຕຣເຈນແມ່ນ 3 ~ 5MPa.
ຜູ້ຖືເຄື່ອງມືດ້ານເທິງແລະກະບອກສູບກົດບໍ່ໄດ້ຖືກປະສານງານ. ກວດເບິ່ງວ່າປ່ຽງ solenoid ຂອງກະບອກສູບກົດເຮັດວຽກຢ່າງຖືກຕ້ອງ.
● ຕົວຍຶດເຄື່ອງມືຄ່ອຍໆລົງເມື່ອແລ່ນແລ່ນ
ການປະທັບຕາທີ່ບໍ່ດີຂອງໂກນປ່ຽງປີ້ນກັບກັນ. ຫຼັງຈາກຖອດປ່ຽງປີ້ນກັບ, ຖອກນ້ໍາມັນກາຊວນຈາກຂ້າງຫນຶ່ງເພື່ອກວດເບິ່ງການຮົ່ວໄຫຼ; ຖ້າມັນຮົ່ວ, ທົດແທນຫຼືຂັດພື້ນຜິວຜະນຶກ.
ຫ້ອງເທິງແລະຕ່ໍາຂອງກະບອກສູບແມ່ນ oiled. ກວດເບິ່ງວ່າປະທັບຕາ plunger ແມ່ນດີ.
● ສອງກະບອກບໍ່ຖືກຊິ້ງກັນເມື່ອຕົວຍຶດເຄື່ອງມືດ້ານເທິງກັບຄືນມາ
ປະທັບຕາ piston ພາຍໃນຂອງກະບອກແມ່ນເຊື່ອມຕໍ່ບໍ່ດີກັບດ້ານເທິງແລະຕ່ໍາຂອງນ້ໍາມັນ. ປ່ຽນປະທັບຕາ plunger.
●ແນວຄວາມຄິດການບໍາລຸງຮັກສາລະບົບໄຮໂດຼລິກ
ຄວາມລົ້ມເຫຼວຂອງລະບົບໄຮໂດຼລິກຕ້ອງອີງໃສ່ຫຼັກການຂອງງ່າຍແລະຍາກ, ທໍາອິດແລະທີສອງ, ການຄວບຄຸມໄຟຟ້າພາຍໃນແລະພາຍໃນຫຼັງຈາກການຄວບຄຸມໄຮໂດຼລິກ.
ທົບທວນຄືນ schematic ໄຮໂດຼລິກແລະເຂົ້າໃຈຄວາມສໍາພັນຢ່າງມີເຫດຜົນຂອງການປະຕິບັດ. ຢ່າເລີ່ມຕາບອດ.
ຄວາມສໍາພັນລະຫວ່າງຄວາມກົດດັນແລະການໄຫຼແມ່ນຄວາມກົດດັນທີ່ເກີດຈາກການໄຫຼເພື່ອວິເຄາະສາເຫດຂອງຄວາມລົ້ມເຫຼວ.
ຂໍໃຫ້ຜູ້ປະຕິບັດການເພື່ອຊອກຫາສຸຂະພາບຂອງອຸປະກອນແລະຄວາມຜິດປົກກະຕິທີ່ເກີດຂຶ້ນໃນເວລາທີ່ຄວາມຜິດເກີດຂຶ້ນ.

 ລາວ
ລາວ Pусский
Pусский























