ກັບການພັດທະນາຢ່າງໄວວາຂອງອຸດສາຫະກໍາເຄື່ອງຈັກ, ກົດໄຮໂດຼລິກເປັນອຸປະກອນ forging ຢ່າງຕໍ່ເນື່ອງໄປສູ່ທິດທາງຂະຫນາດໃຫຍ່, ອັດຕະໂນມັດ, ຊັດເຈນແລະອັດສະລິຍະ, ແລະໃນເວລາດຽວກັນຕ້ອງຕອບສະຫນອງຄວາມຕ້ອງການຂອງເສດຖະກິດຄາບອນຕ່ໍາແລະການພັດທະນາການປົກປັກຮັກສາສິ່ງແວດລ້ອມສີຂຽວ. ໂດຍລັດ. ເມື່ອແຜ່ນໂລຫະຖືກ punched, ເນື່ອງຈາກການຫຼຸດຜ່ອນຫຼືຫາຍໄປຢ່າງກະທັນຫັນຂອງຄວາມຕ້ານທານຕໍ່ການຜິດປົກກະຕິຂອງວັດສະດຸ, ປະກົດການສູນເສຍການໂຫຼດຈະເກີດຂື້ນ, ເຊິ່ງມັກຈະເຮັດໃຫ້ເຄື່ອງກົດດັນໄຮໂດຼລິກຖືກສັ່ນສະເທືອນທີ່ຮຸນແຮງ, ມາພ້ອມກັບສຽງດັງ. beam ແມ່ນແຕກຫັກແລະພື້ນຖານເສຍຫາຍ. ມົນລະພິດທາງສຽງຮ້າຍແຮງຍັງສາມາດເຮັດໃຫ້ເກີດອັນຕະລາຍຮ້າຍແຮງຕໍ່ສຸຂະພາບຂອງຄົນງານ. ການຄວບຄຸມການສັ່ນສະເທືອນທີ່ເປັນອັນຕະລາຍແລະການຫຼຸດຜ່ອນສິ່ງລົບກວນໄດ້ກາຍເປັນບັນຫາຮີບດ່ວນທີ່ຕ້ອງໄດ້ຮັບການແກ້ໄຂ.
ຫຼັກການຂອງການດູດຊຶມການຊ໊ອກ punching
ໄດ້
ກົດໄຮໂດຼລິກ ຍ້າຍລົງລຸ່ມຜ່ານຕົວເລື່ອນເພື່ອຂັບ mold ກອບເປັນຈໍານວນຄົງທີ່ມັນປິດ mold ໄດ້ໄວ, ດັ່ງນັ້ນແຜ່ນໂລຫະແມ່ນ deformed ຖາວອນເພື່ອໃຫ້ໄດ້ສ່ວນສຸດທ້າຍສ້າງຕັ້ງຂຶ້ນ. ຫຼັກການຕົ້ນຕໍຂອງການສັ່ນສະເທືອນແລະຜົນກະທົບຂອງເຄື່ອງໄຮໂດຼລິກໃນລະຫວ່າງການເປົ່າຫວ່າງແມ່ນວ່າໃນເວລາທີ່ແຜ່ນຕັດແລະແຕກ, ຄວາມກົດດັນສູງຂອງກະບອກສູບຕົ້ນຕໍຂອງຕົວກະຕຸ້ນເຄື່ອງຈັກໄຮໂດຼລິກຫາຍໄປທັນທີທັນໃດ, ແລະພະລັງງານການບີບອັດຂອງແຫຼວໃນກະບອກສູບ. ແລະການຜິດປົກກະຕິ elastic ຂອງ fuselage ສາມາດຖືກປ່ອຍອອກມາຢ່າງກະທັນຫັນ. ຂະບວນການນີ້ເຮັດໃຫ້ເຄື່ອງໄຮໂດຼລິກສັ່ນຢ່າງແຮງ ແລະທໍ່ນັ້ນສັ່ນສະເທືອນ, ເຮັດໃຫ້ອຸປະກອນທັງໝົດມີສຽງດັງຫຼາຍ. ເຄື່ອງດູດຊ໊ອກທົ່ວໄປແບ່ງອອກເປັນເຄື່ອງດູດຊ໊ອກກົນຈັກ ແລະເຄື່ອງດູດຊ໊ອກໄຮໂດຼລິກ. ໃນບັນດາພວກມັນ, ເຄື່ອງດູດຊ໊ອກທີ່ໃຊ້ການດູດຊຶມພະລັງງານຂອງພາກຮຽນ spring ແລະອຸປະກອນການດູດຊືມພະລັງງານຊ໊ອກຢາງເປັນຂອງເຄື່ອງດູດຊ໊ອກກົນຈັກ, ແລະເຄື່ອງດູດຊຶມການດູດຊຶມພະລັງງານຂອງໄຮໂດຼລິກເປັນຂອງເຄື່ອງດູດຊ໊ອກໄຮໂດຼລິກ. ໃນປັດຈຸບັນ, ວິທີການຄວາມກົດດັນດ້ານຫລັງແມ່ນຖືກນໍາໃຊ້ຕົ້ນຕໍສໍາລັບການຫຼຸດຜ່ອນສິ່ງລົບກວນໃນການກົດດັນໄຮໂດຼລິກ. ຫຼັກການພື້ນຖານແມ່ນວ່າເມື່ອແຜ່ນແຕກ, ກໍາລັງປີ້ນກັບແມ່ນສະຫນອງໃຫ້ໂດຍກະບອກໄຮໂດຼລິກແບບປີ້ນກັບກັນເພື່ອປະຕິບັດຕົວເລື່ອນ, ແທນທີ່ຈະແຜ່ນທີ່ເຮັດຫນ້າທີ່ໃສ່ slider ຂອງເຄື່ອງໄຮໂດຼລິກໃນລະຫວ່າງການ punching. ການໂຫຼດຂອງເຄື່ອງຈັກໄຮໂດຼລິກເຮັດໃຫ້ເຄື່ອງຈັກໄຮໂດຼລິກສາມາດຫັນປ່ຽນຢ່າງລຽບງ່າຍຈາກການໂຫຼດຂອງຂະບວນການ punching ໄປສູ່ການໂຫຼດຂອງກະບອກໄຮໂດຼລິກແບບປີ້ນກັບກັນ, ດັ່ງນັ້ນພະລັງງານໄຮໂດຼລິກທີ່ສະສົມຢູ່ໃນກະບອກໄຮໂດຼລິກຕົ້ນຕໍແລະການຜິດປົກກະຕິ elastic ຂອງ fuselage ສາມາດຄວບຄຸມແລະປ່ອຍອອກມາ. , ຮັບປະກັນວ່າບໍ່ມີການສູນເສຍຢ່າງກະທັນຫັນຂອງເຄື່ອງໄຮໂດຼລິກໃນລະຫວ່າງການເຮັດວຽກ. ປະກົດການສາກໄຟກໍາຈັດການເກີດການຊ໊ອກແລະການສັ່ນສະເທືອນ.
ການຄິດໄລ່ຕົວກໍານົດການດູດຊຶມຊ໊ອກ
ຄວາມສູງຂອງກົດໄຮໂດຼລິກ 2000t ແມ່ນ 500~2200mm, ແລະຂະຫນາດຂອງໂຕະເຮັດວຽກແມ່ນ 4000mm × 1900mm. ໃນບັນດາເຄື່ອງເຈາະຕົ້ນຕໍ, ຂະຫນາດຂອງເສົາຂ້າງ blanking ຕາຍແມ່ນ 3200mm × 1170mm × 820mm, ຂະຫນາດຂອງ beam blanking ຂະຫນາດໃຫຍ່ແມ່ນ 3 850mm × 860mm × 705mm, ແລະຜົນບັງຄັບໃຊ້ punching ທີ່ຕ້ອງການແມ່ນປະມານ 11000kN. ເພື່ອໃຫ້ແນ່ໃຈວ່າການໃຊ້ແມ່ພິມເປົ່າຫວ່າງບໍ່ຖືກຂັດຂວາງຫຼັງຈາກການຕິດຕັ້ງເຄື່ອງດູດຊ໊ອກ, ສີ່ກະບອກດູດຊ໊ອກໄດ້ຖືກຕິດຕັ້ງຢູ່ດ້ານຊ້າຍແລະຂວາຂອງຖານເຄື່ອງໄຮໂດຼລິກ, ແລະກໍາລັງຂອງແຕ່ລະຕົວດູດຊ໊ອກ. ກະບອກສູບແມ່ນ 2500kN. ອີງຕາມຂະຫນາດຂອງຕາຕະລາງກົດໄຮໂດຼລິກແລະຄວາມກວ້າງຂອງ mold, ຂະຫນາດສູງສຸດຂອງເສັ້ນຜ່າກາງນອກຂອງກະບອກດູດຊ໊ອກແມ່ນ 520mm. ໃນການປະສົມປະສານກັບຈໍານວນການປັບຕົວແລະຄວາມຫນາຂອງຝາຂອງກະບອກດູດຊ໊ອກໃນເວລາທີ່ mold ໄດ້ຖືກຕິດຕັ້ງ, ເສັ້ນຜ່າກາງພາຍໃນຂອງກະບອກດູດຊ໊ອກບໍ່ຄວນສູງກວ່າ 360 ມມ.
ການຄິດໄລ່ດ້ວຍເສັ້ນຜ່າກາງພາຍໃນ 360 ມມ, ພື້ນທີ່ຄວາມກົດດັນຂອງກະບອກສູບດູດຊ໊ອກແມ່ນ 0.102 ຕາແມັດ. ອີງຕາມສູດຄວາມກົດດັນ, ຄວາມກົດດັນຂອງກະບອກສູບດູດຊ໊ອກສາມາດບັນລຸ 24.5MPa. ໃຊ້ປະທັບຕາທີ່ນໍາເຂົ້າສໍາລັບການປະທັບຕາເພື່ອປ້ອງກັນການຮົ່ວໄຫຼຂອງໄຮໂດຼລິກ. ອີງຕາມຄວາມສູງຂອງແມ່ພິມ, ຄວາມສູງຕໍາ່ສຸດທີ່ຂອງກະບອກດູດຊ໊ອກແມ່ນ 700 ມມ, ຈັງຫວະການດູດຊ໊ອກແມ່ນ 50 ມມ, ລະດັບຄວາມສູງສາມາດປັບໄດ້ທັງຫມົດແມ່ນ 400 ມມ, ຄວາມສູງປັບປັບແມ່ນ 50 ມມ, ແລະລະດັບການປັບທັງຫມົດຂອງຄວາມກົດດັນ. ຂອງເຄື່ອງດູດຊ໊ອກແມ່ນ 4000kN ~ 10000kN.
ກະບອກສູບດູດຊ໊ອກປະກອບດ້ວຍຕົວກະບອກ, ທໍ່ລູກສູບ, ສະເປກຜີເສື້ອ, ແຜ່ນຮອງ, ສະກູປັບ, ເບາະຮອງ, ເບາະຄົງທີ່ດ້ານເທິງ, ຖັງນໍ້າມັນ, ແລະອື່ນໆ ໂຄງສ້າງແມ່ນສະແດງຢູ່ໃນຮູບທີ 1. , ແລະວັດຖຸຕົວຈິງແມ່ນສະແດງຢູ່ໃນຮູບ 2.
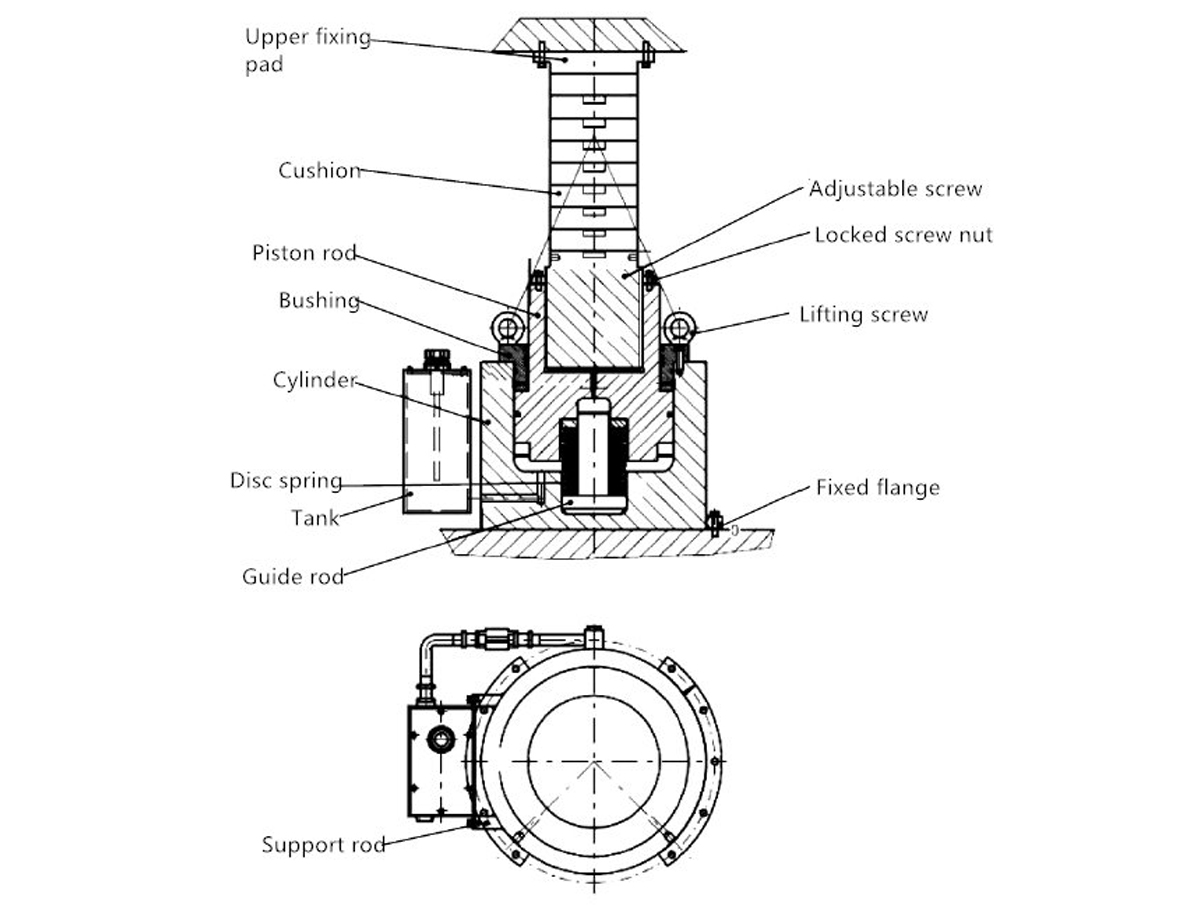
ຮູບທີ 1 ໂຄງສ້າງກະບອກດູດຊ໊ອກ

ຮູບທີ 2 ກະບອກດູດຊ໊ອກ
ແຕ່ລະກະບອກດູດການຊ໊ອກໄດ້ຖືກຕິດຕັ້ງດ້ວຍຖັງນ້ໍາມັນໄຮໂດຼລິກເອກະລາດ. ນ້ໍາມັນໄຮໂດຼລິກໄຫຼວຽນກັບຄືນໄປບ່ອນຢູ່ໃນທໍ່ໄຮໂດຼລິກໂດຍບໍ່ມີການຂັບເຄື່ອນພະລັງງານ, ເຊິ່ງສາມາດຫຼຸດຜ່ອນການບໍລິໂພກພະລັງງານແລະຫຼຸດຜ່ອນອັດຕາການລົ້ມເຫຼວ. ເພື່ອບໍ່ໃຫ້ຂັດຂວາງການນໍາໃຊ້ແມ່ພິມອື່ນໆ, ກະບອກດູດການດູດຊືມແມ່ນເຊື່ອມຕໍ່ກັບຕາຕະລາງການເຮັດວຽກຂອງກົດໄຮໂດຼລິກທີ່ມີ bolts, ເຊິ່ງມີຄວາມຍືດຫຍຸ່ນສູງແລະງ່າຍຕໍ່ການຕິດຕັ້ງແລະ disassembly. rod piston ໄດ້ຖືກປຸງແຕ່ງເຂົ້າໄປໃນຮູບແບບກະທູ້, ແລະມີອຸປະກອນລະບາຍອາກາດ, ເຊິ່ງສາມາດລະບາຍອາກາດໃນກະບອກສູບໄດ້ຢ່າງໄວວາເພື່ອຮັບປະກັນຄວາມກົດດັນທີ່ຫມັ້ນຄົງແລະການເຮັດວຽກທີ່ລຽບງ່າຍ. ພາກຮຽນ spring butterfly ໄດ້ຖືກຕິດຕັ້ງຢູ່ໃນຮ່າງກາຍກະບອກແລະນໍາພາໂດຍ rod ຄູ່ມື, ດັ່ງນັ້ນພາກຮຽນ spring butterfly ບໍ່ມີ deviation ພາຍໃຕ້ເງື່ອນໄຂການສັ່ນສະເທືອນ, ແລະການເຄື່ອນໄຫວຍົກ piston rod ແມ່ນຫມັ້ນຄົງແລະເຊື່ອຖືໄດ້. ສະກູປັບແມ່ນຕັ້ງຢູ່ໃນ piston rod, ແລະ screw ປັບແລະ piston rod ແມ່ນຢູ່ໃນຮູບແບບຂອງໂຄງປະກອບການ screw threaded. ໂດຍການໝຸນສະກູປັບ, ຟັງຊັນການປັບລະດັບຄວາມສູງຈະຮັບຮູ້ໄດ້. ໜວດ lock ແມ່ນໃຫ້ຢູ່ໃນອຸປະກອນປັບຄວາມສູງ. ເມື່ອຄວາມສູງຖືກປັບໃຫ້ມີຄວາມສູງທີ່ເຫມາະສົມ, lock nut ໄດ້ຖືກ tightened ເພື່ອປ້ອງກັນບໍ່ໃຫ້ loosening. ເມື່ອຄວາມສູງຂອງການປັບແມ່ນຫຼາຍກ່ວາ 50 ມມ, ຈໍານວນແຜ່ນທີ່ແຕກຕ່າງກັນສາມາດຖືກວາງໄວ້ເທິງດ້ານສຸດທ້າຍຂອງສະກູປັບເພື່ອຕອບສະຫນອງຄວາມຕ້ອງການໃຊ້ແມ່ພິມທີ່ມີຄວາມສູງທີ່ແຕກຕ່າງກັນ. ມີຊ່ອງວາງຕໍາແຫນ່ງລະຫວ່າງແຕ່ລະ pad ເພື່ອປ້ອງກັນບໍ່ໃຫ້ pad ເລື່ອນລົງຍ້ອນການສັ່ນສະເທືອນ.
ລະບົບໄຮໂດຼລິກກະບອກດູດຊ໊ອກ
ລະບົບໄຮໂດຼລິກກະບອກດູດຊ໊ອກໄດ້ຖືກຕິດຕັ້ງຢູ່ໃນທໍ່ລະຫວ່າງຖັງນ້ໍາມັນແລະກະບອກສູບດູດຊ໊ອກ, ແລະຖືກນໍາໃຊ້ເພື່ອສະຫນອງຄວາມກົດດັນໃຫ້ກັບກະບອກດູດຊ໊ອກ. ລະບົບໄຮໂດຼລິກປະກອບດ້ວຍປ່ຽງການບັນເທົາທຸກ, ຂໍ້ຕໍ່ແລະທໍ່. ປ່ຽງການບັນເທົາທຸກທາງດຽວແມ່ນສະຫນອງໃຫ້ກັບຂະຫນາດແລະຫນ້າປັດຄວາມກົດດັນ, ເຊິ່ງສະດວກສາມາດກໍານົດຄວາມກົດດັນ.
ການນໍາໃຊ້ຂອງການດູດຊຶມ
ເຄື່ອງດູດຊ໊ອກໄດ້ຖືກຕິດຕັ້ງຢູ່ໃນເຄື່ອງໄຮໂດຼລິກ 2000t. ເມື່ອ mold blanking ເສົາຂ້າງໄດ້ຖືກທົດແທນໂດຍ mold beam ຂະຫນາດໃຫຍ່, ພຽງແຕ່ສອງ pads ຈໍາເປັນຕ້ອງໄດ້ໂຍກຍ້າຍອອກຕາມຄວາມສູງ, ແລະຄວາມສູງຂອງ screw ປັບສາມາດປັບໄດ້ເພື່ອປະຕິບັດການຜະລິດ blanking. ມີພຽງແຕ່ສິ່ງລົບກວນເລັກນ້ອຍໃນລະຫວ່າງການຜະລິດ, ເຊິ່ງຊ່ວຍຫຼຸດຜ່ອນຜົນກະທົບແລະການສັ່ນສະເທືອນຢ່າງຫຼວງຫຼາຍຂອງແຮງກະທົບຕໍ່ອຸປະກອນໃນລະຫວ່າງການເຈາະ.



 ລາວ
ລາວ Pусский
Pусский























