ອ່ານ:20 ຜູ້ຂຽນ:Site Editor ເຜີຍແຜ່ເວລາ: 2023-06-20 ຕົ້ນກໍາເນີດ:ເວັບໄຊທ໌
● ຄວາມຫນາຂອງແຜ່ນເຫຼັກທີ່ໃຊ້ທົ່ວໄປໃນອ່າງລ້າງສະແຕນເລດແມ່ນຢູ່ລະຫວ່າງ 0.8mm ແລະ 1.5mm.
●ໂຮງງານຫລົ້ມຈົມຊື້ແຜ່ນເຫຼັກທີ່ມີຄວາມກວ້າງທີ່ແຕກຕ່າງກັນຕາມຄວາມຕ້ອງການຂອງຮູບແບບການຫລົ້ມຈົມຂອງການຜະລິດ.ແຜ່ນເຫຼັກໄດ້ຖືກສົ່ງກັບກອງປະຊຸມການຫລົ້ມຈົມໃນຮູບແບບຂອງການຊັ່ງນໍ້າຫນັກຂອງມ້ວນ.
● ແຜ່ນເຫຼັກທີ່ບໍ່ຖືກຕັດຕາມປົກກະຕິມີຄວາມກວ້າງສູງສຸດ 1220 ມມ ແລະ ມີຄວາມຍາວເກືອບບໍ່ຈຳກັດ.

● ຄວາມຍືດຫຍຸ່ນຂອງແຜ່ນເຫຼັກແມ່ນຈໍາກັດ.ເພື່ອປ້ອງກັນບໍ່ໃຫ້ແຜ່ນເຫຼັກແຕກຫຼືເສຍຫາຍໃນລະຫວ່າງການຍືດ, ມັນຈໍາເປັນຕ້ອງເຄືອບແຜ່ນເຫຼັກຢູ່ໃນຂັ້ນຕອນເບື້ອງຕົ້ນຂອງວັດສະດຸ.
●ຮູບເງົາໄດ້ຖືກເຄືອບພຽງແຕ່ດ້ານຫນຶ່ງຂອງແຜ່ນເຫຼັກ, ແລະດ້ານຫນຶ່ງຂອງຮູບເງົາຈະປະເຊີນກັບ mold ໃນຂະບວນການ stretching ຕໍ່ມາ.
● lamination ສາມາດເຮັດໄດ້ກ່ອນຫຼືຫຼັງຈາກການຕັດ.

●ຂຶ້ນຢູ່ກັບຄວາມຍາວຂອງການອອກແບບຖັງ, ແຜ່ນເຫຼັກຍາວຕ້ອງຖືກຕັດອອກເປັນສ່ວນຕ່າງໆເພື່ອຕອບສະຫນອງຄວາມຕ້ອງການຂອງຂະຫນາດເປົ່າ.
●ໃນຮູບດ້ານຂວາ, ພະນັກງານດໍາເນີນການສະຫຼັບ roller ເພື່ອໃຫ້ຮູບເງົາປ້ອງກັນແລະແຜ່ນເຫຼັກຜ່ານເຂດການບີບອັດ roller ໃນເວລາດຽວກັນ, ແລະ lamination ແມ່ນສໍາເລັດດ້ວຍຄວາມກົດດັນ.
● ເມື່ອແຜ່ນເຫຼັກເຄືອບໄດ້ຜ່ານແຜ່ນເຫຼັກ guillotine, ພະນັກງານກົດດັນສະວິດ guillotine ຕາມຄວາມຕ້ອງການເພື່ອທໍາລາຍແຜ່ນເຫຼັກເພື່ອໃຫ້ໄດ້ວັດຖຸດິບທີ່ມີຂະຫນາດທີ່ເຫມາະສົມ.

ການຕັດມຸມວັດສະດຸ
● ແຜ່ນຕັດໃນປັດຈຸບັນເປັນສີ່ຫລ່ຽມປົກກະຕິ.ເພື່ອໃຫ້ໄດ້ປະມານການສອດຄ່ອງກັບລັກສະນະຂອງການຫລົ້ມຈົມ, ມັນຍັງມີຄວາມຈໍາເປັນທີ່ຈະຍູ້ແຜ່ນເຂົ້າໄປໃນການຕັດສໍາລັບການຕັດ.
● ແຜ່ນສໍາເລັດຮູບໂດຍທົ່ວໄປແລ້ວເປັນຮູບສີ່ຫຼ່ຽມມົນ ແລະອາດມີຂອບໂຄ້ງ.

ການແຕ້ມຮູບທໍາອິດ - ທາສີນ້ໍາມັນ
● ໃຊ້ນໍ້າມັນຍືດໃຫ້ເທົ່າກັນທັງສອງດ້ານຂອງແຜ່ນເຄືອບ ແລະແຜ່ນຕັດ.
●ນ້ໍາມັນ extruded ສາມາດຊ່ວຍແຜ່ນໄດ້ເທົ່າທຽມກັນ, ຫຼຸດຜ່ອນໂອກາດທີ່ຈະ stretch cracking ແລະຍືດອາຍຸຂອງ mold ແລະກົດ.

● ວາງແຜ່ນເຫຼັກໃສ່ໂຕະກົດ.
● ມີຮູຢູ່ແຜ່ນເທິງ ແລະ ລຸ່ມຂອງບ່ອນເຮັດວຽກ.mold ຜະລິດຕະພັນແມ່ນຕັ້ງຢູ່ພາຍໃນຂຸມຂອງແຜ່ນຕ່ໍາຂອງຕາຕະລາງ (ພື້ນທີ່ຮົ່ມສີແດງຢູ່ເບື້ອງຂວາ).
● ເມື່ອສະວິດມໍເຕີຖືກກົດດັນ, ແຜ່ນເທິງຂອງເວທີໄຮໂດຼລິກແມ່ນຫຼຸດລົງແລະຕາຕະລາງທັງຫມົດລົງມາ.
●ໃນລະຫວ່າງການຂະບວນການຫລົ້ມຈົມ, ຕໍາແຫນ່ງແນວນອນຂອງຕາຍຍັງບໍ່ປ່ຽນແປງ, ດັ່ງນັ້ນແຜ່ນເຫຼັກໄດ້ຖືກບັງຄັບຂຶ້ນເທິງເພື່ອເຮັດສໍາເລັດຮູບແບບ stretching.ຄວາມເລິກຂອງການແຕ້ມຮູບທໍາອິດຕ້ອງມີ 80% ຫຼືຫຼາຍກວ່າຄວາມເລິກຂອງການອອກແບບທັງຫມົດ.

ແມ່ພິມໂຖດຽວ, 400T
ແມ່ພິມໂຖຄູ່, 800T
● ເອົາໂຖປັດສະວະທີ່ສ້າງຂຶ້ນກ່ອນ ແລະເຮັດຄວາມສະອາດບ່ອນນັ່ງທີ່ເປື້ອນຈາກການແຕ້ມນໍ້າມັນ.
● ອ່າງລ້າງຮູບແຕ້ມທໍາອິດຈະຖືກສົ່ງໄປຫາບ່ອນທໍາຄວາມສະອາດເພື່ອເອົາການເຄືອບ, ແລະນ້ໍາມັນແຕ້ມຮູບທີ່ຍັງເຫຼືອຈະຖືກລ້າງອອກເພື່ອກະກຽມສໍາລັບຂະບວນການ annealing.

●ເນື່ອງຈາກຂະບວນການແຕ້ມຮູບພາຍໃນປະເທດ, ຖ້າຄວາມເລິກອອກແບບຂອງຖັງນ້ໍາແມ່ນຫນ້ອຍກວ່າ 160 ມມ, ຄວາມເລິກທີ່ເຫມາະສົມສາມາດບັນລຸໄດ້ໂດຍການແຕ້ມຮູບຫນຶ່ງ.
● ເມື່ອຄວາມເລິກຂອງບ່ອນຫລົ້ມຈົມເຖິງ 180 ມມ-250 ມມ, ໂອກາດທີ່ຈະແຕ້ມຄັ້ງໜຶ່ງເຮັດໃຫ້ແຜ່ນສະແຕນເລດແຕກແມ່ນເພີ່ມຂຶ້ນຢ່າງຫຼວງຫຼາຍ.
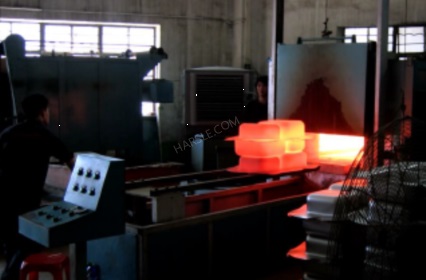
●ເພື່ອຕອບສະຫນອງຄວາມຕ້ອງການຄວາມເລິກ, annealing ແລະການແຕ້ມຮູບຮອງແມ່ນຈໍາເປັນໃນເວລານີ້.

● Annealing ສາມາດຟື້ນຟູກິດຈະກໍາຂອງແຜ່ນສະແຕນເລດທີ່ມີຄວາມກົດດັນສູງ.
● ສາຍ annealing ຕົວຂອງມັນເອງແມ່ນສົນທິສັນຍາທີ່ມີຄວາມຍາວ 20 ແມັດເສັ້ນອຸນຫະພູມສູງ, ອຸນຫະພູມ furnace ປະມານ 1150 ° C.ສອງດ້ານແມ່ນທາງເຂົ້າແລະທາງອອກ, ແລະບ່ອນຫລົ້ມຈົມແມ່ນຂົນສົ່ງໃນທິດທາງດຽວໂດຍລົດເຄເບີ້ນຫຼືສາຍແອວ conveyor.ມັນເປັນໄປໄດ້ທີ່ຈະປັບປຸງປະມານ 30 sinks ໃນເວລາດຽວກັນ.
● ຄູ່ທີ່ Annealed ຍັງປະກອບມີ degaussing.ນີ້ກໍາຈັດຄຸນສົມບັດແມ່ເຫຼັກຂອງສະແຕນເລດເນື່ອງຈາກການຍືດຍາວ.

● ພືດຫລົ້ມຈົມຫຼາຍຊະນິດບໍ່ມີສາຍການເຊື່ອມຕົວຂອງມັນເອງ, ແຕ່ແທນທີ່ຈະເອົາແຫຼ່ງຫມູນວຽນໃຫ້ກັບໂຮງງານຫມູນວຽນຂອງພາກສ່ວນທີສາມ.
● ບາງຄັ້ງພືດຫລົ້ມຈົມຍັງໃຊ້ເຕົາອົບເພື່ອເຮັດໜ້າທີ່ສະຫຼັບກັນ ຂຶ້ນກັບຄວາມຕ້ອງການຂອງພວກມັນ.
● ຫຼັງຈາກ annealing, sink ຈະໄດ້ຮັບການແຕ້ມໂດຍກົດໄຮໂດຼລິກແລະ mold
●ການແຕ້ມຮູບທີສອງຈໍາເປັນຕ້ອງໄດ້ແຕ້ມຢ່າງເຕັມສ່ວນກັບຄວາມເລິກຂອງການອອກແບບ.

●ຫຼັງຈາກຜະລິດຕະພັນໄດ້ຖືກແຕ້ມ, ບໍ່ມີການຫົດຕົວເກີດຂື້ນຢູ່ໃນຂອບຂອງແຜ່ນເຫຼັກ.ໃນຈຸດນີ້, ຜະລິດຕະພັນສໍາເລັດຮູບຕ້ອງໄດ້ຮັບການຕັດອອກ.
● ມັນຈໍາເປັນຕ້ອງສະຫງວນຕໍາແຫນ່ງການຕິດຕັ້ງຂອງ stiffener ອ່າງເທິງໃນເວລາທີ່ trimming.

● ຮູລະບາຍນ້ຳ ແລະ ຮູລົ້ນແມ່ນເຈາະໃສ່ແມ່ພິມພິເສດ ແລະເຄື່ອງເຈາະ.
●ອີງຕາມເງື່ອນໄຂຕົວຈິງຂອງແຜ່ນແລະອຸປະກອນ punching, ມັນອາດຈະມີຄວາມຈໍາເປັນທີ່ຈະດໍາເນີນການປຸງແຕ່ງ burr ໃນແຕ່ລະພາກສ່ວນ.

ຂັ້ນຕອນນີ້ສາມາດຍົກເວັ້ນໄດ້ຖ້າຫາກວ່າທ່ານຈະເລືອກເອົາແມ່ພິມສອງໂຖປັດສະວະ
● ຖ້າມັນເປັນໂຖປັດສະວະມ້ວນສອງຊ່ອງ / ອ່າງເຊື່ອມທາງລຸ່ມ, ມັນຕ້ອງຖືກເຊື່ອມດ້ວຍແຜ່ນດ້ານເທິງຂອງອ່າງລ້າງຫຼັງຈາກເຈາະ.
● ການເຊື່ອມໂລຫະມ້ວນແມ່ນປົກກະຕິແລ້ວເຮັດໂດຍການເຊື່ອມ CNC, ແຕ່ມັນຍັງສາມາດເຊື່ອມດ້ວຍມືໂດຍພະນັກງານ.
● ຖ້າມັນເປັນອ່າງເຊື່ອມກົ້ນ, ຕ້ອງມີການເຊື່ອມກົ້ນສໍາລັບທັງສອງດ້ານຂອງອ່າງລ້າງ.
● Butt welding sink ແມ່ນຫາຍາກໃນສາຍຜະລິດຕະພັນຂອງພວກເຮົາ.ລັກສະນະທີ່ຊັດເຈນແມ່ນສາຍເຊື່ອມຢູ່ກາງຂອງສອງອ່າງ.

(ຂັ້ນຕອນນີ້ສາມາດຍົກເວັ້ນໄດ້ຖ້າຫາກວ່າທ່ານຈະເລືອກເອົາແມ່ພິມສອງໂຖປັດສະວະ)
● ໃຊ້ເຄື່ອງເຊື່ອມເລເຊີຈຸດສໍາລັບການເຊື່ອມໂລຫະ rib/hook.
● ອີງຕາມການຕັ້ງຄ່າອຸປະກອນທີ່ແຕກຕ່າງກັນ, ການເຊື່ອມໂລຫະແຕ່ລະຈຸດຜະລິດປະມານ 3 ແຜ່ນເຊື່ອມ.Bar stiffeners ຮຽກຮ້ອງໃຫ້ມີການເຊື່ອມໂລຫະຈຸດຫຼາຍຄັ້ງໃນສະຖານທີ່ທີ່ແຕກຕ່າງກັນ.
● ບາງຄັ້ງ ribs/hooks ເສີມສ້າງກາວແມ່ນຖືກນໍາໃຊ້ໂດຍອີງຕາມຄວາມຕ້ອງການຂອງຜູ້ຊື້.

● ຂະບວນການຂັດ (ຖູ) ໄດ້ຖືກອະທິບາຍໂດຍສະເພາະຢູ່ທີ່ນີ້.
●ການຂັດແມ່ນແບ່ງອອກເປັນສາມຫຼືສີ່ສ່ວນໂດຍອີງໃສ່ຄວາມແຕກຕ່າງລະຫວ່າງອ່າງແລະອຸປະກອນ.
●ສິ່ງທໍາອິດທີ່ຈະຂັດແມ່ນດ້ານລຸ່ມຂອງອ່າງລ້າງ.

● ຫຼັງຈາກນັ້ນ, ຝາຂອງອ່າງລ້າງໄດ້ຖືກຂັດ

(ຂັ້ນຕອນນີ້ສາມາດຍົກເວັ້ນໄດ້ຖ້າຫາກວ່າທ່ານຈະເລືອກເອົາແມ່ພິມສອງໂຖປັດສະວະ)
● ອີງຕາມລະດັບຂອງອັດຕະໂນມັດໃນໂຮງງານຫລົ້ມຈົມ, ບາງຄັ້ງຂະບວນການນີ້ແມ່ນເພື່ອຫຼຸດຜ່ອນຄວາມຕ້ອງການທັກສະການຂັດຂອງຜູ້ອອກແຮງງານ.
● ເນື່ອງຈາກສອງໜ້າຕິດກັນຖືກຂັດໄປໃນທິດທາງທີ່ແຕກຕ່າງກັນ, ເສັ້ນຄວາມວຸ່ນວາຍມັກຈະເກີດຂຶ້ນຢູ່ຈຸດຕັດກັນຂອງໂຄງສ້າງ.
● ໃຊ້ລໍ້ຂັດເພື່ອກໍາຈັດຄວາມວຸ່ນວາຍລະຫວ່າງສອງໜ້າຕັ້ງ.

● ແຜ່ນດ້ານເທິງຖືກຂັດໃນຕອນທ້າຍຂອງຂະບວນການຂັດເພື່ອເອົາຂໍ້ຕໍ່ເຊື່ອມກົ້ນ, ສາຍການເຊື່ອມ ແລະຂໍ້ບົກພ່ອງຂອງພື້ນຜິວທີ່ເຫັນໄດ້ໃນຕົວຫມໍ້.

●ຂຸດຂຸມຕໍາແໜ່ງທໍ່ຕາມຄວາມຕ້ອງການຂອງຄໍາສັ່ງ.
●ຂະບວນການນີ້ມີຄວາມອິດສະລະສູງ, ອາດຈະຖືກຂ້າມໂດຍກົງຕາມຄວາມຕ້ອງການຄໍາສັ່ງ, ຫຼືມັນອາດຈະເກີດຂື້ນກ່ອນຂະບວນການເຊື່ອມ.

● ການເຮັດເຄື່ອງຫມາຍຂອງອ່າງລ້າງສະແຕນເລດສ່ວນໃຫຍ່ແມ່ນປະກອບມີສອງວິທີຕໍ່ໄປນີ້: ປະເພດເລເຊີແລະປະເພດ stenciled (ເບິ່ງຮູບທີ່ຖືກຕ້ອງ).
● ຍູ້ຖັງນ້ໍາເຂົ້າໄປໃນຕໍາແຫນ່ງຄົງທີ່ເພື່ອຮັບປະກັນຄວາມສອດຄ່ອງຂອງຕໍາແຫນ່ງ stenciled.

● ນອກເໜືອໄປຈາກເຄື່ອງໝາຍເລເຊີອັດຕະໂນມັດເຕັມຮູບແບບແລ້ວ, ຍັງມີເຄື່ອງໝາຍເລເຊີທີ່ມີລາຄາຕໍ່າສຸດດ້ວຍມື (ເບິ່ງຂວາ).
● ວາງຟິມແບບເຄິ່ງຊຶມເຂົ້າໄດ້ກັບໂລໂກ້ຍີ່ຫໍ້ຢ່າງແໜ້ນໜາໃນຕຳແໜ່ງທີ່ກຳນົດໄວ້ຂອງເຄື່ອງໝາຍ ແລະໃຊ້ເຄື່ອງສົ່ງເລເຊີທີ່ຖືດ້ວຍມືເພື່ອໃຫ້ມັນສະຫວ່າງຢູ່ສູນ.
●ເລເຊີຈະຜ່ານສ່ວນຖ່າຍທອດແສງສະຫວ່າງຂອງຮູບເງົາເຄິ່ງ permeable ແລະບາດແຜໃນດ້ານສະແຕນເລດ.

● ຄວາມເສຍຫາຍເລັກນ້ອຍທີ່ເກີດຂຶ້ນໃນຂະບວນການຜະລິດທັງໝົດແມ່ນມີຄວາມສໍາຄັນຕໍ່ມູນຄ່າການຄ້າ.ພວກມັນຖືກສົ່ງໄປຫາບ່ອນສ້ອມແປງກ່ອນຂະບວນການສີດພົ່ນແລະຖືກສ້ອມແປງດ້ວຍຕົນເອງໂດຍພະນັກງານ.

● ເຮັດການປິ່ນປົວສີດທາງລຸ່ມ.
● ຈຸດປະສົງຂອງການສີດພົ່ນມີສາມເທົ່າ: 1. ເພື່ອເຮັດໃຫ້ບ່ອນຫລົ້ມຈົມທີ່ເບົາ ແລະ ບາງມີນ້ຳໜັກ;2. ເພື່ອປົກປິດຮອຍບາດແຜທີ່ເກີດຈາກການຫມູນວຽນ ແລະ ສາເຫດອື່ນໆ;3. ເພື່ອປ້ອງກັນປະກົດການ condensation ໃນສະພາບແວດລ້ອມເຮືອນຄົວ.
●ການສີດພົ່ນພາຍໃນປະເທດໃນປະຈຸບັນໂດຍທົ່ວໄປແມ່ນພຽງແຕ່ສີ.ໃນຄວາມເປັນຈິງ, ບໍ່ມີຫນ້າທີ່ຕ້ານການ condensation.
● ນອກຈາກການສີດພົ່ນແລ້ວ, ການດອງຍັງເອົາຈຸດບາດແຜທີ່ເກີດຈາກການໜຽວ.

●ເນື້ອໃນຂອງວຽກງານທໍາຄວາມສະອາດປະກອບມີການກໍາຈັດຂອງສານຕົກຄ້າງນ້ໍາມັນ stretch, ການກໍາຈັດຝຸ່ນແລະດ້ານຫນ້າຂອງສີດພົ່ນ, ການໂຍກຍ້າຍຂອງລໍ້ grinding ແລະ debris ສະແຕນເລດ, ການກໍາຈັດຂອງ fingerprints ແລະຂີ້ຝຸ່ນອື່ນໆ.
● ອີງຕາມຄວາມຕ້ອງການຄໍາສັ່ງ, ອ່າງລ້າງມືສາມາດຖືກຫຸ້ມຫໍ່ເຂົ້າໄປໃນວົງເລັບ, ກ່ອງຂະຫນາດໃຫຍ່, ຫຼືແມ້ກະທັ້ງຊຸດຂາຍຍ່ອຍ.

●ສຸດທ້າຍ, ເອົາສິນຄ້າເຂົ້າໄປໃນສາງແລະລໍຖ້າມັນຖືກສົ່ງໄປຫາສະຖານທີ່ທີ່ຜູ້ຮ້ອງຂໍຄໍາສັ່ງກໍານົດ.


 ລາວ
ລາວ Pусский
Pусский























